








Привод натяжной системы раската (или наката)

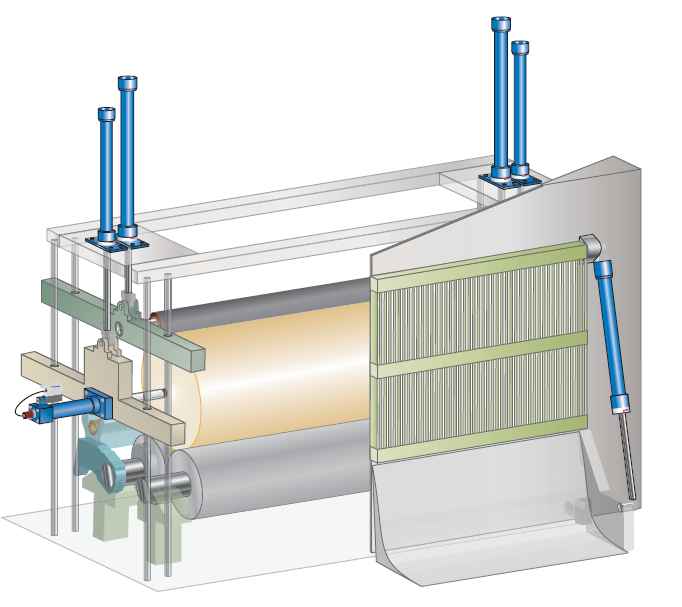
Для равномерной намотки рулона бумаги необходимо сохранять постоянный нажим между рулоном и нажимными валами, что достигается посредством точного и чувствительного регулирования усилия нажима вала.
Регулирование нажимных валов.
Для нажима валов с обеих сторон используются гидравлические цилиндры с малыми потерями на трение с управляющим клапаном. В начале намотки двухосевой контроллер с помощью синхронного управления выполняет насадку вала на трубу и затем плавно переключается в режим регулирования усилий. Увеличивающийся диаметр рулона бумаги увеличивает его вес. Силу нажима, соответственно, необходимо постоянно пропорционально уменьшать. Заданные параметры усилий, зависящие от диаметра, передаются от контроллера верхнего уровня через полевую шину на контроллер.
Зажим центрирующих осей.
Безопасный зажим каждой из центрирующих осей в процессе намотки обеспечивается посредством электрогидравлического управления зажимными пинолями. Цикл зажима программируется в контроллере. Плавное переключение между режимами управления по положению и по усилию происходит при открытии и закрытии зажимных пинолей. Использование управляющих клапанов со встроенной электроникой уменьшает количество необходимых электрических проводов.
Весовая компенсация держателей центрирующих осей.
Для предотвращения перегрузки наката, собственный вес зажимных пинолей компенсируется гидравлическим способом. Для этого на цилиндры с малыми потерями на трение, передвигающие при замене рулонов зажимные пиноли, в режиме компенсации подается давление, которое соответствует собственному весу пинолей. Для выполнения этой задачи применяются клапаны с P/Q контролем.. В Q-режиме эксплуатации цилиндры пропорционально выдвигаются, стремясь к заданному положению Q. При выборе P-режима эксплуатации устанавливается требуемое компенсирующее давление. Командные значения Q и P могут задаваться токовым сигналом 4-20 мА или через полевую шину.
Равномерная размотка или намотка бумажного полотна достигается благодаря гибкому регулированию расправочных валиков. Для удержания валика применяются гидравлические цилиндры серии HC2 с уплотнениями с низким трением, которые крепятся к его обоим концам. Цилиндры работают совместно с управляющими распределителями DXJ3 и DSPE7XJJ или DSPE7J.
В начале намотки контроллер второго уровня EWM-SP-DAD с помощью синхронного двухосевого управления контроллера EWM-MS-AA выполняет насадку вала на трубу и затем плавно переключается в режим регулирования усилий.
Увеличивающийся диаметр рулона бумаги увеличивает его вес, следовательно, силу нажима необходимо пропорционально уменьшать. Заданные величины усилий, зависящие от диаметра, передаются от контроллера верхнего уровня на контроллер EWM-SP-DAD.