








Насосная станция для смазки редуктора ножниц для деления среднесортного проката CTR-KV0802

Применяется масло CLP-220 редукторное.
Непрерывный среднесортный стан 450 предназначен для прокатки нормальных и облегченных тонкостенных балок и швеллеров, уголксв. круглого и полосового проката коленной арматуры.
Стан состоит из оборудования участка нагревательных печей, 16 рабочих клетей, двухстороннего холодильника и участка отделки, и уборки проката.
Подача заготовок к стану производится двумя способами: либо от НЗС через холодильник и передаточный шпеппер на подводящий рольганг печей; либо со склада заготовок электромагнитными кранами на три загрузочные решетки печей, откуда заготовки поступают на подводящий рольганг к печам, при необходимости кантуются, взвешиваются, транспортируются к печам и подаются в нее с помощью толкателя.
Для нагрева заготовок проектируются три нагревательные печи с шагающим ходом и торцевой загрузкой, и выдачей. В печах заготовка нагревается до 1150-1200° С, производительность одной печи 170 тонн/час.
Перед первой клетью на ножницах 400 тонн происходит деление заготовок для фасонного проката на части длинной 4-6 м. За ножницами с заготовок обивается окалина водой давлением 150 атмосфер.
Для повышения качества готовой продукции перед первой клетью устанавливают машины огневой зачистки. Прокатка осуществляется Е одиннадцать - шестнадцать пропусков. Черновые клети разделены на три трехклетьевые непрерывные группы, в каждой из которых последовательно установлены горизонтально- комбинированные и горизонтальные клети диаметром валкое 630 мм.
Чистовая непрерывная группа состоит из семи клетей диаметром еалков530 ММ. Привод каждой клети осуществляется от одного электродвигателя через двухскоростной комбинированный редуктор.
Для обеспечения высокой точности проката клети выполнены жесткими.
Перед чистовой группой клетей установлены летучие ножницы для обрезания переднего конца раската и аварийной резки, а за последней чистовой клетью летучие ножницы для нарезки простых и фасонных профилей на части по длине холодильника. Скорость проката колеблется от 4 м/с до 12 м/с Е зависимости от профиля проката.
Готовый прокат поступает на двухсторонний холодильник, по сторонам холодильника прокат распределяется при помощи стрелки.
После того как прокат поступил на левую или правую сторону холодильника по подводящему рольгангу он тормозится тормозными клапанами которые перемещают его В пространство КОЛОСНИКОВ холодильника. Перемещаясь по рейкам холодильника прокат остывает и далее по двухстороннему отводящему рольгангу поступает к правильным машинам, после чего поступает на участок отделки и уборки проката.
На стане используется катанная заготовка сечением: 150x150 мм, 150x200 мм, 150x270 мм, 120x120 мм, длинной от 4 до 12 м. весом от 700 до 4100 кг из углеродной и легированной стали. Готовый прокат выпускается в крутках длиной от 2 до 24 м, весом до 15 тонн, причем в потоке предусмотрена резка от 6 до 24 м, а более короткие крутки будут получать на отдельных агрегатах.
Годовая производительность 1500000 тонн готовой продукции при фонде рабочего времени 7100 ч/год.
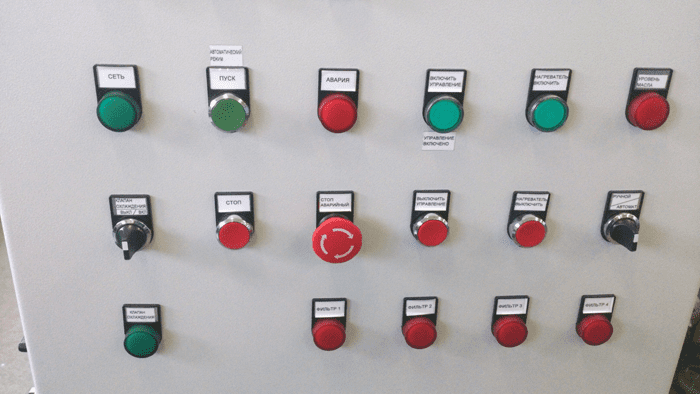
Рабочий процесс левых тормозных клапанов происходит нижеописанным образом. С пульта управления подается сигнал е систему автоматического регулирования на работу привода на подъем, и синхронно работающие двигатели начинают вращение.
Вращаясь двигатели передают вращающие моменты понижающим редукторам и по средствам кривошипно-рычажной системы происходит подъем тормозных линеек. Когда тормозные линейки достигают верхнего положения, привод останавливается путевым командоаппаратом.
После этого с пульта управления подается сигнал на реверс двигателя, в результате чего, двигатели, вращаясь в обратную сторону, передают вращающий момент понижающим редукторам и посредством кривошипно-рычажной системы происходит спуск тормозных линеек.
Когда тормозные линейки достигают нижнего положения, привод останавливается путевым командоаппаратом и фиксируется тормозом.